
හයිඩ්රොලික් එකක්සවි කිරීම යනු හයිඩ්රොලික් පයිප්පයක් සහ හයිඩ්රොලික් පයිප්පයක් අතර හෝ පයිප්පයක් සහ හයිඩ්රොලික් මූලද්රව්යයක් අතර සම්බන්ධක මූලද්රව්යයකි. හයිඩ්රොලික් එකක්සවි කිරීම හයිඩ්රොලික් වලින් සමන්විත වේසවි කිරීම්හෝස් සහ හයිඩ්රොලික් සඳහා tසවි කිරීම් සඳහානල එකලස් කිරීම, හයිඩ්රොලික් හෝස් සම්බන්ධකය හයිඩ්රොලික් සොඬ නළයේ එක් කොටසක් (වලිගය ලෙස හැඳින්වේ) සහ අනෙක් කෙළවර අනෙකුත් සංරචක (පර්යන්ත) වෙත සම්බන්ධ කරයි, අනෙක් සංරචක සමඟ අනුකූලතාව සහ කාන්දු නොවන මුද්රා තැබීම සහතික කිරීම සඳහා, හයිඩ්රොලික් හෝස් සන්ධියේ පර්යන්තය විය යුතුය. විශ්වීය අතුරු මුහුණත ප්රමිතියට අනුව නිර්මාණය කර ඇත. පර්යන්තයේ ප්රධාන කාර්යය වන්නේ අතර දිගුකාලීන මුද්රා තැබීම සහතික කිරීමයි සවි කිරීම්සහ සොඬ නළය.
අතුරු මුහුණත පහත දැක්වෙන ආකාරවලට බෙදිය හැකිය:
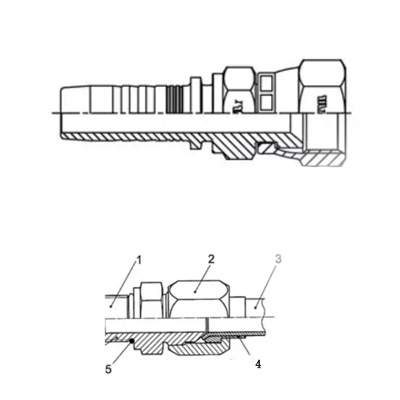
1.O-ring face seal hoseසවි කිරීම්
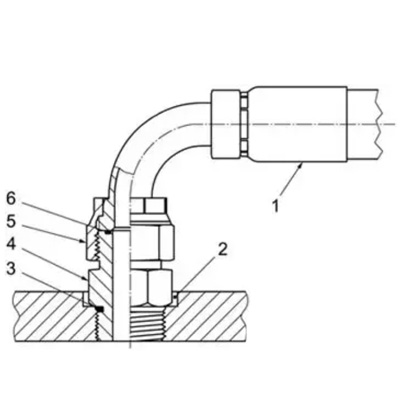
1.හෝස් කප්ලිං 2. තෙල්වරාය3. O-ring 4.ඇඩටර්ස්5. ගෙඩි 6. O-ring
ගෙඩිය 5 හි බාහිර නූල් වලට ඉස්කුරුප්පු කරන විටසවි කිරීම්, තද කිරීමේ මොහොත වැඩි වීමත් සමග, සොඬ නළයේ අවසන් මුහුණසවි කිරීම්සහඇඩප්ටර්(කෑල්ල 4) සම්පීඩනය, 4-අවසාන මුහුණතෙහි o-ringසවි කිරීම්ඉලාස්ටික් විරූපණය නිපදවන අතර, 6 වන කොටසෙහි සහ 4 වන කොටසෙහි 4-අන්ත මුහුණත සම්පූර්ණයෙන්ම සම්බන්ධ කර මුද්රා තැබීමට පීඩනය ඇති කරයි.
ස්ථාපන ක්රියාවලියට විශේෂ අවධානය යොමු කළ යුතුය, ස්ථාපනය කිරීමට පෙර මුද්රා තැබීමේ වළල්ල පරීක්ෂා කරන්න.
2.24 ° taper seal end hose connector
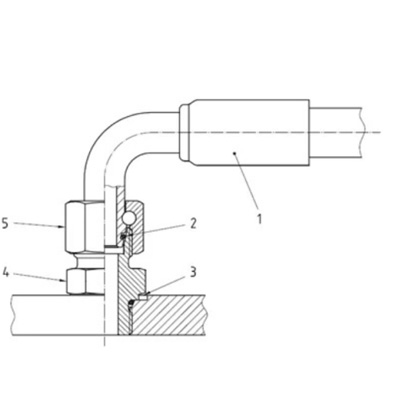
- හෝස් කප්ලිං 2. O-ring 3. තෙල්වරාය 4. ඇඩැප්ටරය 5. ගෙඩිය
ගෙඩිය 5 හි බාහිර නූල් වලට ඉස්කුරුප්පු කරන විට ඇඩප්ටරය - කොටස 4) , සොඬ නළයේ පිටත කේතු මතුපිටසවි කිරීම සහ අභ්යන්තර කේතු මතුපිටසවි කිරීම b-Partdy (4 කොටස) තද කිරීමේ මොහොත වැඩි වීමත් සමඟ සම්බන්ධ කර සම්පීඩනය කරන්න, සොඬ නළයේ පිටත කේතුකාකාර පෘෂ්ඨයේ o-ringසවි කිරීම් 1 ප්රත්යාස්ථ විකෘතියක් ඇති කරයි, 6 වන කොටසේ සහ 4 වන කොටසේ කේතුකාකාර පෘෂ්ඨයන් සමඟ සම්පුර්ණයෙන්ම සම්බන්ධ වී විශාල පීඩනයක් ඇති කරයි, එය මුද්රාවක් ලෙස ක්රියා කරයි, සහ කේතුකාකාර පෘෂ්ඨවල ලීවර ක්රියාකාරිත්වය නිසා කේතුකාකාර පෘෂ්ඨයන් අතර පීඩනය විශාල වේ. මුද්රා තැබීමේ බලපෑම න්යායාත්මකව වඩා හොඳය.
ස්ථාපන ක්රියාවලියට විශේෂ අවධානය යොමු කළ යුතුය, ස්ථාපනය කිරීමට පෙර මුද්රා තැබීමේ වළල්ල පරීක්ෂා කරන්න.
3.Flanged අවසන් හෝස් සවි කිරීම්
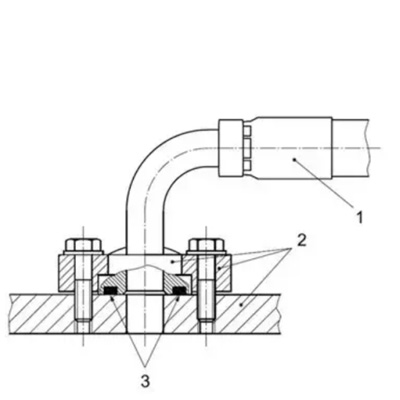
1.හෝස් කප්ලිං 2. ඔයිල් තුණ්ඩය, ෆ්ලැන්ජ් හෙඩ්, ෆ්ලැන්ජ් ප්රෙෂර් ප්ලේට් 3.හෝස් සන්ධියේ ෆ්ලැන්ජ් හෙඩ් එක ෆ්ලැන්ජ් පීඩන තහඩුව මගින් තෙල් විවරය මත තද කර ඇත.
බෝල්ට් එකේ තද කිරීමේ මොහොත වැඩි වන විට, බෝල්ට් විශාල පූර්ව තද බලයක් නිපදවයි. බෝල්ට් හි පූර්ව තද කිරීමේ බලය ෆ්ලැන්ජ් පීඩන තහඩුව හරහා ගමන් කරයි, ෆ්ලැන්ජ් හිස තෙල් විවරය මත තදින් තද කර, ෆ්ලැන්ජ් හිසෙහි ඇති ඕ-මුදුව (3 වන කොටස) විකෘති කිරීමට තද කර ඇති අතර හෝස් සන්ධිය - කොටස 1) මුද්රාවක් ලෙස ක්රියා කරන පීඩනය නිපදවීමට ෆ්ලැන්ජ් එන්ඩ් ෆේස් සහ ඔයිල් තුණ්ඩ පෘෂ්ඨය අතර ප්රමාණවත් ස්පර්ශයක් ඇත, අධි ශක්ති බෝල්ට් භාවිතය හේතුවෙන්, ස්පර්ශ පෘෂ්ඨයන් අතර පීඩනය ඉතා ඉහළ වන අතර මුද්රා තැබීමේ බලපෑම ඉතා හොඳ වේ. න්යාය.
4.Stud end hose උපාංග
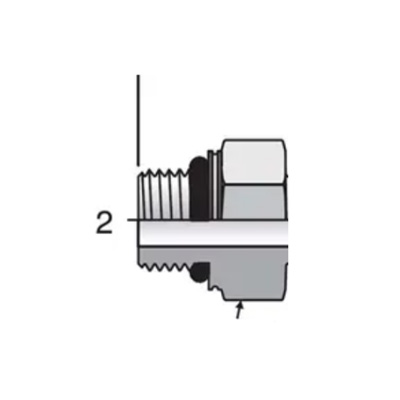
හි නූල් මූලයඇඩප්ටරයO-වර්ගයේ රෙදි සෝදන යන්ත්රයක් සපයා ඇත. සන්ධිය නූල් හරහා තෙල් වරාය සමඟ සම්බන්ධ කළ විට, O-වර්ගයේ මුද්ද මුද්රා තැබීමේ කාර්යභාරයක් ඉටු කිරීම සඳහා තෙල් වරායේ අවසාන මුහුණට අනුගත වේ.
5.37 ° දැල්වූ අවසන් හෝස් සම්බන්ධකය
1. හෝස් කප්ලිං 2. NUTS 3. වානේ පයිප්ප 4. බුෂිං,
නට් 2 සන්ධි ශරීරයේ බාහිර නූල් මත ඉස්කුරුප්පු කරන විට (කෑල්ල 1) , තද කිරීමේ මොහොත වැඩි වීමත් සමඟ, හෝස් සන්ධියේ පිටත කේතු මතුපිට වානේ පයිප්පයේ අභ්යන්තර කේතු මතුපිට සමඟ සංයුක්ත වේ (කෑල්ල 3 ) , හෝස් සන්ධි 1 කෑල්ලක් 3 කේතුවක් සම්පූර්ණ ස්පර්ශ සහ වැඩි පීඩනය නිෂ්පාදනය, මුද්රා තැබීමේ භූමිකාවක් ඉටු, ලීවරයේ කේතුවක් නිසා, කේතුවක් අතර පීඩනය වැඩි වේ. හයිඩ්රොලික් පයිප්ප සන්ධිය තෝරා ගැනීමේ ක්රියාවලියේදී, අපි උපරිම වැඩ පීඩනය, වැඩ කරන උෂ්ණත්වය, අතුරු මුහුණත ප්රමාණය, සුදුසු පයිප්ප ප්රමාණය, ස්ථාපනය පහසුද, ආර්ථිකමය සහ වෙනත් සාධක සලකා බැලිය යුතුය. සන්ධියේ උපරිම ක්රියාකාරී පීඩනය සොඬ නළයේ උපරිම ක්රියාකාරී පීඩනයට වඩා අඩු නොවිය යුතුය.
පසු කාලය: නොවැම්බර්-28-2023